അർദ്ധചാലക നിർമ്മാണത്തിൽ, ഒരു അടിവസ്ത്രത്തിൻ്റെ പ്രോസസ്സിംഗ് സമയത്ത് "എച്ചിംഗ്" എന്ന ഒരു സാങ്കേതികതയുണ്ട് അല്ലെങ്കിൽ അടിവസ്ത്രത്തിൽ രൂപംകൊണ്ട ഒരു നേർത്ത ഫിലിം ഉണ്ട്. 1965-ൽ ഇൻ്റൽ സ്ഥാപകനായ ഗോർഡൻ മൂർ നടത്തിയ പ്രവചനം സാക്ഷാത്കരിക്കുന്നതിൽ എച്ചിംഗ് സാങ്കേതികവിദ്യയുടെ വികസനം ഒരു പങ്കുവഹിച്ചു, "ട്രാൻസിസ്റ്ററുകളുടെ ഏകീകരണ സാന്ദ്രത 1.5-2 വർഷത്തിനുള്ളിൽ ഇരട്ടിയാകും" (സാധാരണയായി "മൂറിൻ്റെ നിയമം" എന്ന് അറിയപ്പെടുന്നു).
എച്ചിംഗ് എന്നത് ഡിപ്പോസിഷൻ അല്ലെങ്കിൽ ബോണ്ടിംഗ് പോലെയുള്ള ഒരു "അഡിറ്റീവ്" പ്രക്രിയയല്ല, മറിച്ച് ഒരു "കുഴലിക്കൽ" പ്രക്രിയയാണ്. കൂടാതെ, വ്യത്യസ്ത സ്ക്രാപ്പിംഗ് രീതികൾ അനുസരിച്ച്, "ആർദ്ര എച്ചിംഗ്", "ഡ്രൈ എച്ചിംഗ്" എന്നിങ്ങനെ രണ്ട് വിഭാഗങ്ങളായി തിരിച്ചിരിക്കുന്നു. ലളിതമായി പറഞ്ഞാൽ, ആദ്യത്തേത് ഒരു ഉരുകൽ രീതിയാണ്, രണ്ടാമത്തേത് ഒരു കുഴിക്കൽ രീതിയാണ്.
ഈ ലേഖനത്തിൽ, ഓരോ എച്ചിംഗ് സാങ്കേതികവിദ്യയുടെയും സവിശേഷതകളും വ്യത്യാസങ്ങളും, വെറ്റ് എച്ചിംഗ്, ഡ്രൈ എച്ചിംഗ് എന്നിവയും ഓരോന്നിനും അനുയോജ്യമായ ആപ്ലിക്കേഷൻ ഏരിയകളും ഞങ്ങൾ ഹ്രസ്വമായി വിശദീകരിക്കും.
എച്ചിംഗ് പ്രക്രിയയുടെ അവലോകനം
15-ആം നൂറ്റാണ്ടിൻ്റെ മധ്യത്തിൽ യൂറോപ്പിൽ നിന്നാണ് എച്ചിംഗ് സാങ്കേതികവിദ്യ ഉത്ഭവിച്ചതെന്ന് പറയപ്പെടുന്നു. ആ സമയത്ത്, നഗ്നമായ ചെമ്പിനെ നശിപ്പിക്കാൻ കൊത്തിവെച്ച ഒരു ചെമ്പ് തകിടിൽ ആസിഡ് ഒഴിച്ചു, ഒരു ഇൻടാഗ്ലിയോ രൂപപ്പെട്ടു. നാശത്തിൻ്റെ ഫലങ്ങളെ ചൂഷണം ചെയ്യുന്ന ഉപരിതല ചികിത്സാ വിദ്യകൾ "എച്ചിംഗ്" എന്ന് പരക്കെ അറിയപ്പെടുന്നു.
അർദ്ധചാലക നിർമ്മാണത്തിലെ എച്ചിംഗ് പ്രക്രിയയുടെ ഉദ്ദേശം, ഡ്രോയിംഗ് അനുസരിച്ച് അടിവസ്ത്രത്തിൽ അടിവസ്ത്രം അല്ലെങ്കിൽ ഫിലിം മുറിക്കുക എന്നതാണ്. ഫിലിം രൂപീകരണം, ഫോട്ടോലിത്തോഗ്രാഫി, എച്ചിംഗ് എന്നിവയുടെ തയ്യാറെടുപ്പ് ഘട്ടങ്ങൾ ആവർത്തിക്കുന്നതിലൂടെ, പ്ലാനർ ഘടന ഒരു ത്രിമാന ഘടനയിലേക്ക് പ്രോസസ്സ് ചെയ്യുന്നു.
വെറ്റ് എച്ചിംഗും ഡ്രൈ എച്ചിംഗും തമ്മിലുള്ള വ്യത്യാസം
ഫോട്ടോലിത്തോഗ്രാഫി പ്രക്രിയയ്ക്ക് ശേഷം, തുറന്നിരിക്കുന്ന അടിവസ്ത്രം ഒരു എച്ചിംഗ് പ്രക്രിയയിൽ നനഞ്ഞതോ ഉണങ്ങിയതോ ആണ്.
വെറ്റ് എച്ചിംഗ്, ഉപരിതലത്തിൽ എച്ചിനും സ്ക്രാപ്പ് ചെയ്യാനും ഒരു പരിഹാരം ഉപയോഗിക്കുന്നു. ഈ രീതി വേഗത്തിലും വിലകുറഞ്ഞും പ്രോസസ്സ് ചെയ്യാമെങ്കിലും, പ്രോസസ്സിംഗ് കൃത്യത അല്പം കുറവാണ് എന്നതാണ് ഇതിൻ്റെ പോരായ്മ. അതിനാൽ, 1970-ലാണ് ഡ്രൈ എച്ചിംഗ് ജനിച്ചത്. ഡ്രൈ എച്ചിംഗ് ഒരു പരിഹാരം ഉപയോഗിക്കുന്നില്ല, പക്ഷേ ഉയർന്ന പ്രോസസ്സിംഗ് കൃത്യതയുടെ സവിശേഷതയാണ് സബ്സ്ട്രേറ്റ് ഉപരിതലത്തിൽ സ്ക്രാച്ച് ചെയ്യാൻ വാതകം ഉപയോഗിക്കുന്നത്.
"ഐസോട്രോപ്പി", "അനിസോട്രോപ്പി"
വെറ്റ് എച്ചിംഗും ഡ്രൈ എച്ചിംഗും തമ്മിലുള്ള വ്യത്യാസം അവതരിപ്പിക്കുമ്പോൾ, അവശ്യ പദങ്ങൾ "ഐസോട്രോപിക്", "അനിസോട്രോപിക്" എന്നിവയാണ്. ഐസോട്രോപി എന്നാൽ ദ്രവ്യത്തിൻ്റെയും സ്ഥലത്തിൻ്റെയും ഭൗതിക ഗുണങ്ങൾ ദിശയനുസരിച്ച് മാറുന്നില്ല, അനിസോട്രോപി എന്നാൽ ദ്രവ്യത്തിൻ്റെയും സ്ഥലത്തിൻ്റെയും ഭൗതിക ഗുണങ്ങൾ ദിശയനുസരിച്ച് വ്യത്യാസപ്പെടുന്നു.
ഐസോട്രോപിക് എച്ചിംഗ് എന്നാൽ ഒരു നിശ്ചിത ബിന്ദുവിനു ചുറ്റും ഒരേ അളവിൽ കൊത്തുപണി തുടരുന്നു, അനിസോട്രോപിക് എച്ചിംഗ് എന്നാൽ ഒരു നിശ്ചിത ബിന്ദുവിനു ചുറ്റും വ്യത്യസ്ത ദിശകളിൽ നടക്കുന്നു. ഉദാഹരണത്തിന്, അർദ്ധചാലക നിർമ്മാണ സമയത്ത്, അനിസോട്രോപിക് എച്ചിംഗ് തിരഞ്ഞെടുക്കുമ്പോൾ, ലക്ഷ്യ ദിശ മാത്രം സ്ക്രാപ്പ് ചെയ്യപ്പെടുകയും മറ്റ് ദിശകൾ കേടുകൂടാതെയിരിക്കുകയും ചെയ്യും.
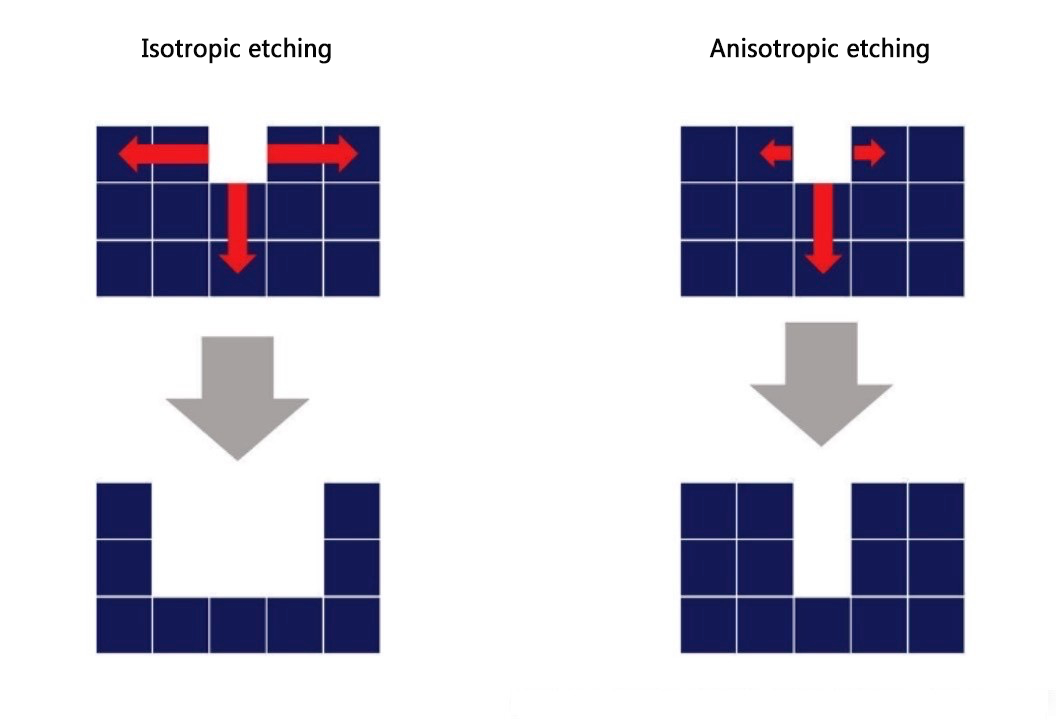 "ഐസോട്രോപിക് എറ്റ്ച്ച്", "അനിസോട്രോപിക് എറ്റ്ച്ച്" എന്നിവയുടെ ചിത്രങ്ങൾ
"ഐസോട്രോപിക് എറ്റ്ച്ച്", "അനിസോട്രോപിക് എറ്റ്ച്ച്" എന്നിവയുടെ ചിത്രങ്ങൾ
രാസവസ്തുക്കൾ ഉപയോഗിച്ച് നനഞ്ഞ കൊത്തുപണി.
വെറ്റ് എച്ചിംഗ് ഒരു രാസവസ്തുവും ഒരു അടിവസ്ത്രവും തമ്മിലുള്ള രാസപ്രവർത്തനം ഉപയോഗിക്കുന്നു. ഈ രീതി ഉപയോഗിച്ച്, അനിസോട്രോപിക് എച്ചിംഗ് അസാധ്യമല്ല, പക്ഷേ ഇത് ഐസോട്രോപിക് എച്ചിംഗിനെക്കാൾ വളരെ ബുദ്ധിമുട്ടാണ്. ലായനികളുടെയും മെറ്റീരിയലുകളുടെയും സംയോജനത്തിന് നിരവധി നിയന്ത്രണങ്ങളുണ്ട്, കൂടാതെ അടിവസ്ത്ര താപനില, ലായനി സാന്ദ്രത, സങ്കലന അളവ് തുടങ്ങിയ വ്യവസ്ഥകൾ കർശനമായി നിയന്ത്രിക്കേണ്ടതുണ്ട്.
സാഹചര്യങ്ങൾ എത്ര നന്നായി ക്രമീകരിച്ചാലും, 1 μm-ൽ താഴെയുള്ള മികച്ച പ്രോസസ്സിംഗ് നേടാൻ ആർദ്ര എച്ചിംഗ് ബുദ്ധിമുട്ടാണ്. സൈഡ് എച്ചിംഗ് നിയന്ത്രിക്കേണ്ടതിൻ്റെ ആവശ്യകതയാണ് ഇതിന് ഒരു കാരണം.
അണ്ടർകട്ടിംഗ് എന്നും അറിയപ്പെടുന്ന ഒരു പ്രതിഭാസമാണ്. നനഞ്ഞ കൊത്തുപണിയിലൂടെ മെറ്റീരിയൽ ലംബമായ ദിശയിൽ (ആഴം ദിശയിൽ) മാത്രം ലയിക്കുമെന്ന് പ്രതീക്ഷിക്കുന്നുണ്ടെങ്കിലും, പരിഹാരം വശങ്ങളിൽ തട്ടുന്നത് പൂർണ്ണമായും തടയുക അസാധ്യമാണ്, അതിനാൽ സമാന്തര ദിശയിലുള്ള മെറ്റീരിയലിൻ്റെ പിരിച്ചുവിടൽ അനിവാര്യമായും തുടരും. . ഈ പ്രതിഭാസം കാരണം, വെറ്റ് എച്ചിംഗ് ക്രമരഹിതമായി ടാർഗെറ്റ് വീതിയേക്കാൾ ഇടുങ്ങിയ ഭാഗങ്ങൾ ഉണ്ടാക്കുന്നു. ഈ രീതിയിൽ, കൃത്യമായ നിലവിലെ നിയന്ത്രണം ആവശ്യമുള്ള ഉൽപ്പന്നങ്ങൾ പ്രോസസ്സ് ചെയ്യുമ്പോൾ, പുനരുൽപാദനക്ഷമത കുറവാണ്, കൃത്യത വിശ്വസനീയമല്ല.
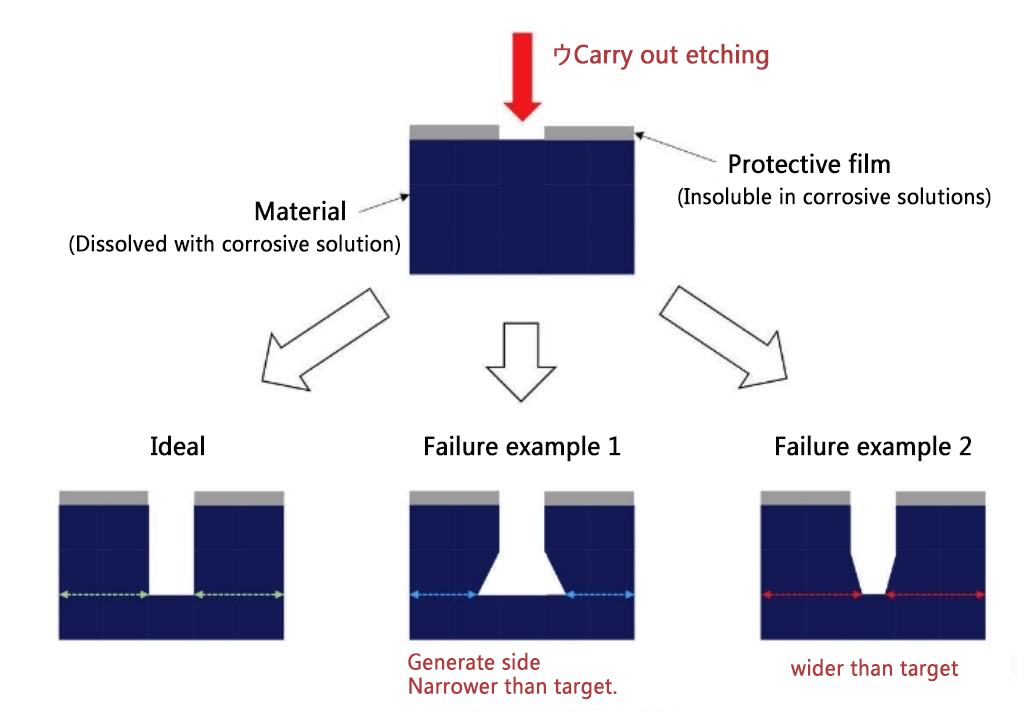 വെറ്റ് എച്ചിംഗിൽ സാധ്യമായ പരാജയങ്ങളുടെ ഉദാഹരണങ്ങൾ
വെറ്റ് എച്ചിംഗിൽ സാധ്യമായ പരാജയങ്ങളുടെ ഉദാഹരണങ്ങൾ
എന്തുകൊണ്ടാണ് ഡ്രൈ എച്ചിംഗ് മൈക്രോമാച്ചിംഗിന് അനുയോജ്യം
അനിസോട്രോപിക് എച്ചിംഗിന് അനുയോജ്യമായ അനുബന്ധ ആർട്ട് ഡ്രൈ എച്ചിംഗിൻ്റെ വിവരണം ഉയർന്ന കൃത്യതയുള്ള പ്രോസസ്സിംഗ് ആവശ്യമുള്ള അർദ്ധചാലക നിർമ്മാണ പ്രക്രിയകളിൽ ഉപയോഗിക്കുന്നു. ഡ്രൈ എച്ചിംഗിനെ പലപ്പോഴും റിയാക്ടീവ് അയോൺ എച്ചിംഗ് (RIE) എന്ന് വിളിക്കുന്നു, അതിൽ വിശാലമായ അർത്ഥത്തിൽ പ്ലാസ്മ എച്ചിംഗും സ്പട്ടർ എച്ചിംഗും ഉൾപ്പെടാം, എന്നാൽ ഈ ലേഖനം RIE-യിൽ ശ്രദ്ധ കേന്ദ്രീകരിക്കും.
ഡ്രൈ എച്ചിംഗ് ഉപയോഗിച്ച് അനിസോട്രോപിക് എച്ചിംഗ് എളുപ്പമാകുന്നത് എന്തുകൊണ്ടാണെന്ന് വിശദീകരിക്കാൻ, നമുക്ക് RIE പ്രോസസ്സ് സൂക്ഷ്മമായി പരിശോധിക്കാം. ഡ്രൈ എച്ചിംഗ് പ്രക്രിയയെ വിഭജിച്ച് സബ്സ്ട്രേറ്റ് സ്ക്രാപ്പ് ചെയ്യുന്നതിലൂടെ ഇത് രണ്ട് തരങ്ങളായി മനസ്സിലാക്കാം: “കെമിക്കൽ എച്ചിംഗ്”, “ഫിസിക്കൽ എച്ചിംഗ്”.
മൂന്ന് ഘട്ടങ്ങളിലായാണ് കെമിക്കൽ എച്ചിംഗ് നടക്കുന്നത്. ആദ്യം, പ്രതിപ്രവർത്തന വാതകങ്ങൾ ഉപരിതലത്തിൽ ആഗിരണം ചെയ്യപ്പെടുന്നു. പ്രതികരണ വാതകത്തിൽ നിന്നും സബ്സ്ട്രേറ്റ് പദാർത്ഥത്തിൽ നിന്നും പ്രതികരണ ഉൽപ്പന്നങ്ങൾ രൂപം കൊള്ളുന്നു, ഒടുവിൽ പ്രതികരണ ഉൽപ്പന്നങ്ങൾ നിർജ്ജീവമാകുന്നു. തുടർന്നുള്ള ഫിസിക്കൽ എച്ചിംഗിൽ, അടിവസ്ത്രത്തിൽ ആർഗോൺ ഗ്യാസ് ലംബമായി പ്രയോഗിച്ച് അടിവസ്ത്രം ലംബമായി താഴേക്ക് കൊത്തിവയ്ക്കുന്നു.
കെമിക്കൽ കൊത്തുപണി ഐസോട്രോപ്പിക്കലിയാണ് സംഭവിക്കുന്നത്, അതേസമയം വാതക പ്രയോഗത്തിൻ്റെ ദിശ നിയന്ത്രിക്കുന്നതിലൂടെ ഫിസിക്കൽ എച്ചിംഗ് അനിസോട്രോപിക്കായി സംഭവിക്കാം. ഈ ഫിസിക്കൽ എച്ചിംഗ് കാരണം, നനഞ്ഞ എച്ചിംഗിനെക്കാൾ ഡ്രൈ എച്ചിംഗ് എച്ചിംഗ് ദിശയിൽ കൂടുതൽ നിയന്ത്രണം അനുവദിക്കുന്നു.
വരണ്ടതും നനഞ്ഞതുമായ എച്ചിംഗിനും വെറ്റ് എച്ചിംഗിൻ്റെ അതേ കർശനമായ വ്യവസ്ഥകൾ ആവശ്യമാണ്, എന്നാൽ ഇതിന് നനഞ്ഞ കൊത്തുപണികളേക്കാൾ ഉയർന്ന പുനരുൽപാദനക്ഷമതയുണ്ട് കൂടാതെ നിയന്ത്രിക്കാൻ എളുപ്പമുള്ള നിരവധി ഇനങ്ങളുണ്ട്. അതിനാൽ, ഡ്രൈ എച്ചിംഗ് വ്യാവസായിക ഉൽപാദനത്തിന് കൂടുതൽ സഹായകരമാണെന്നതിൽ സംശയമില്ല.
എന്തുകൊണ്ടാണ് വെറ്റ് എച്ചിംഗ് ഇപ്പോഴും വേണ്ടത്
സർവ്വശക്തിയുമുള്ള ഡ്രൈ എച്ചിംഗ് നിങ്ങൾ മനസ്സിലാക്കിക്കഴിഞ്ഞാൽ, എന്തുകൊണ്ടാണ് നനഞ്ഞ കൊത്തുപണി ഇപ്പോഴും നിലനിൽക്കുന്നതെന്ന് നിങ്ങൾ ചിന്തിച്ചേക്കാം. എന്നിരുന്നാലും, കാരണം ലളിതമാണ്: നനഞ്ഞ കൊത്തുപണി ഉൽപ്പന്നത്തെ വിലകുറഞ്ഞതാക്കുന്നു.
ഡ്രൈ എച്ചിംഗും വെറ്റ് എച്ചിംഗും തമ്മിലുള്ള പ്രധാന വ്യത്യാസം ചെലവാണ്. വെറ്റ് എച്ചിംഗിൽ ഉപയോഗിക്കുന്ന രാസവസ്തുക്കൾ അത്ര ചെലവേറിയതല്ല, ഉപകരണങ്ങളുടെ വില തന്നെ ഡ്രൈ എച്ചിംഗ് ഉപകരണത്തിൻ്റെ 1/10 ആണെന്ന് പറയപ്പെടുന്നു. കൂടാതെ, പ്രോസസ്സിംഗ് സമയം ചെറുതും ഒന്നിലധികം സബ്സ്ട്രേറ്റുകൾ ഒരേ സമയം പ്രോസസ്സ് ചെയ്യാനും കഴിയും, ഇത് ഉൽപാദനച്ചെലവ് കുറയ്ക്കുന്നു. തൽഫലമായി, ഞങ്ങളുടെ എതിരാളികളേക്കാൾ ഒരു നേട്ടം നൽകിക്കൊണ്ട് ഉൽപ്പന്നത്തിൻ്റെ വില കുറയ്ക്കാൻ ഞങ്ങൾക്ക് കഴിയും. പ്രോസസ്സിംഗ് കൃത്യതയ്ക്കുള്ള ആവശ്യകതകൾ ഉയർന്നതല്ലെങ്കിൽ, പല കമ്പനികളും പരുക്കൻ വൻതോതിലുള്ള ഉൽപാദനത്തിനായി വെറ്റ് എച്ചിംഗ് തിരഞ്ഞെടുക്കും.
മൈക്രോഫാബ്രിക്കേഷൻ സാങ്കേതികവിദ്യയിൽ ഒരു പങ്ക് വഹിക്കുന്ന ഒരു പ്രക്രിയയായാണ് എച്ചിംഗ് പ്രക്രിയ അവതരിപ്പിച്ചത്. കൊത്തുപണി പ്രക്രിയയെ ഏകദേശം വെറ്റ് എച്ചിംഗ്, ഡ്രൈ എച്ചിംഗ് എന്നിങ്ങനെ തിരിച്ചിരിക്കുന്നു. ചെലവ് പ്രധാനമാണെങ്കിൽ, ആദ്യത്തേത് മികച്ചതാണ്, കൂടാതെ 1 μm-ൽ താഴെയുള്ള മൈക്രോപ്രൊസസ്സിംഗ് ആവശ്യമാണെങ്കിൽ, രണ്ടാമത്തേത് നല്ലതാണ്. ഏറ്റവും മികച്ചത്, ഉൽപ്പാദിപ്പിക്കേണ്ട ഉൽപ്പന്നത്തെയും വിലയെയും അടിസ്ഥാനമാക്കി ഒരു പ്രക്രിയ തിരഞ്ഞെടുക്കാവുന്നതാണ്.
പോസ്റ്റ് സമയം: ഏപ്രിൽ-16-2024